Radius types formed by air bending on a press brake
Figure 1
When you have a sharp bend, the punch pierces the material surface during the bend. When you have a minimum radius bend (we’ll call it the “minimum borderline” between the sharp and perfect bend), the punch nose radius is just starting to pierce the material surface.
Question: I have read your column for some time now, and in my shop we have spent a lot of time arguing over what a sharp bend is in an air form and how it relates to a minimum radius bend. Are they the same thing, or is there a difference? Would you please review this topic for us so that we can have a better understanding of these concepts and their application in the real world?
Answer: There are times it becomes necessary to expand and refine the definitions of something—and this is one of those times. After months of research into related topics such as the k-factor, I’ve found that we really need to change our definitions of the different types of bend radii.
For air forming we’ve had three accepted types: the minimum, radius, and profound. Still, to reflect all the research that has gone into sheet metal bending in recent decades, it may be high time to use more precise terminology.
The Five Orders of Bend Radius on a Press Brake
There are five orders of the inside bend radius (Ir). At the heart of all things precision, the Ir is what we use to calculate our bend allowances (BA) and bend deductions (BD). The five are as follows:
Sharp radius bend
Minimum radius bend
Perfect radius bend
Surface or radius bend
Profound radius bend
Sharp Radius Bending on press brake
A sharp radius bend is one where the center of the bend is creased. This creasing is caused when pressure is applied to an area so small that the applied tonnage exceeds the material’s ability to resist that force, allowing the punch nose to pierce the material surface.
Creasing the center of the radius causes variations in material thickness (Mt), yield strength, tensile strength, and grain direction. These in turn lead to angle variations in the final bend and variations in the bend deduction (BD). At their worst, sharp bends produce a weak point in the sheet metal and cause the bend to fail in the final product.
Whether a bend turns sharp is a function of the material, not the sharpest punch nose in your shop. When the punch tip is too small in comparison to the tonnage required to form, the load will be concentrated on such a small area the punch will begin to pierce the surface of the material.
From here you have two choices. First is to stay with the sharp bend and calculate the BA, outside setback (OSSB), and BD using the value for the naturally floated radius. If the punch nose radius must remain the same, you will need to watch the bend angles closely during production. Again, because sharp bends pierce the surface of the material, they amplify bend angle variations from changes in the material properties, grain direction, thickness, and tensile and yield strengths.
Your second option is to still calculate the BA, OSSB, and BD using the naturally floated inside radius—only this time, you change the punch nose to a radius as close as possible to the naturally floated radius without exceeding the radius value. If your punch nose exceeds the floated radius value, the material will take on the new, larger radius, again changing all your BD values and the flat blank.
Keeping the punch nose radius as close as possible but still less than the floated Ir will give you the most stable and consistent bend angle and, by extension, stable linear dimensions.
Figure 2
In a radius bend (on left), the material stays in contact with the surface of the punch face. But as the Ir-to-Mt ratio increases, you get a profound radius bend as multibreakage occurs (on the right). Multibreakage manifests itself as the inside radius of the material separates from the punch nose.
Minimum Radius Bending on press brake
A minimum radius bend is not the sharpest punch nose available in the shop, which it is often mistaken to mean by many engineers and programmers. Rather, a minimum bend radius can describe one of two things, depending on the context.
First, it’s the point where the bend turns sharp and the punch nose begins to penetrate the surface of the material. Call it the “minimum borderline” definition (see Figure 1). Second, it can mean the smallest air-formed inside radius you can achieve without cracking the outside surface of the bend.
Referring to the second definition, material suppliers often list the minimum inside radius in multiples of Mt—e.g., 1Mt, 2Mt. To be more precise, you can calculate the minimum bend radius using a given material’s tensile reduction. For more on this, check out “Analyzing the k-factor in sheet metal bending” from September 2018, archived at www.thefabricator.com.
Just to muddle things further, you can have a minimum radius bend using a sharp enough punch nose that begins to pierce (first definition) and also form cracks on the outside radius. Regardless, both definitions are closely related as they are somewhat dependent on the material tensile strength. The higher the tensile strength, the larger the punch nose will need to be to avoid cracking on the outside of the bend. This is also true for hardness; the harder the material, the greater the radius needs to be.
Whether or not you’re creasing the center of the bend, both kinds of minimum radius bends (along with sharp bends) will compromise the material’s integrity and overall consistency. Why is this? Because both sharp and minimum radius bends result in excessive tensile stress. This alters the shape of the radius, thereby changing the elongation in the bend.
In precision sheet metal, every part, every bend, and every material type has certain characteristics that cause each to have its own minimum inside bend radius. It will never be the same, and that needs to be considered when designing sheet metal parts. For consistency, try designing parts with an inside radius that’s close to the material thickness—which leads us to our next kind of radius: the perfect bend.
The Perfect Radius Bending on press brake
A perfect radius bend is one where the relationship of Ir to Mt is 1-to-1 (that is, Ir equals Mt), but also covers a small range of values that start at the minimum radius and go up to 125 percent of the Mt.
A perfect radius bend is just that—perfect. At a 1-to-1 Ir-to-Mt relationship, the bend is at its most stable state, allowing you to produce a radius with the least amount of variations between bends. You will produce a consistent bend angle, consistent dimensions, and the least amount of springback.
That 1-to-1 Ir-to-Mt relationship also happens to be the only value where the much vaulted 8x rule is valid—that is, the die width should be 8 times the Mt. This rule becomes invalid when the Ir-to-Mt ratio becomes larger or smaller.
The Surface or Radius Bending, and Profound Radius Bending
Surface or radius bends are where the inside radius is greater than 125 percent up to approximately 12 times Mt. Again, this is approximate. A more precise upper limit for radius bends has to do with the behavior of the material, which I’ll address soon.
{kind=link}
As the Ir-to-Mt ratio increases, so does springback. And when the Ir-to-Mt ratio is very large, material is not very ductile, even at low tensile strength, and all this can bring on multibreakage (see Figure 2). Common in low-tensile-strength material and less common in higher-strength materials, multibreakage manifests itself as the inside radius of the material separates from the punch nose. Multibreakage can occur when the Ir-to-Mt ratio exceeds 12-to-1, but under the right circumstances, it can take a ratio as high as 30-to-1.
So when does a radius bend turn into a profound radius bend? It could be described as the moment of separation of the material from the punch radius. Again, this can occur when the Ir-to-Mt ratio exceeds 12-to-1, but in some instances it can be as high as 30-to-1.
Material attributes play a major role in the results you will achieve. You’ll find significant variations in chemical makeup, treatments, and tempers within each material type or group, so much so that predicting the exact point where the change occurs is hard to define.
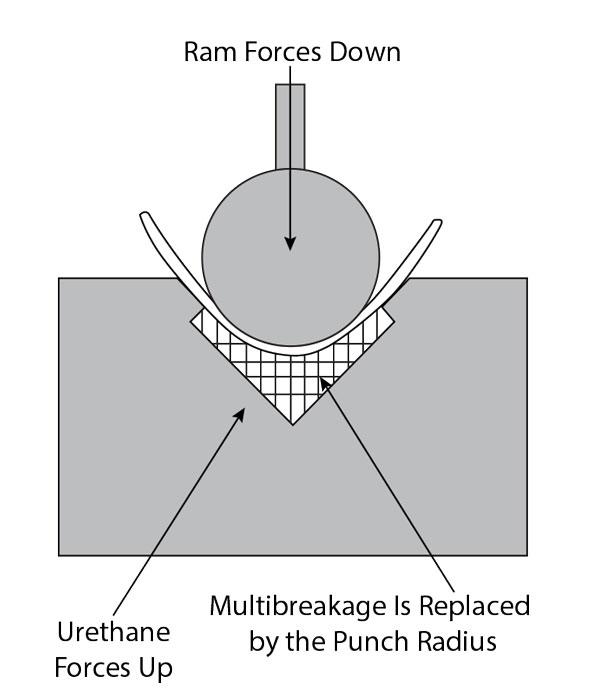
Up to an external bend angle of 90 degrees the material will faithfully follow the contour of the punch radius. But then both the penetration into the die space and springback work their magic. As the external bend angle increases, you will see a proportional increase in the amount of springback. The farther you must go to compensate for springback, the greater the separation between the Ir and the Rp, and the smaller the Ir becomes relative to the punch radius. A profound radius bend will require some form of compensation or push-back in order to keep the material in contact with the punch radius (see Figure 3).
Incidentally, these could still be further subdivided by bending method: air bending, bottoming, coining, folding, and wiping. That’s a topic for another day and another column. Regardless, if you’re air forming, using these five terms can help everyone in the shop speak the same language to tackle any bending challenge.